 Опубликовано в рубрике
Опубликовано в рубрике  Теги:
Теги: 
Система автоматизированного комплексного контроля чистовых железнодорожных осей колесных пар вагонов «СНК Ось-3» обеспечивает применение всех обязательных и дополнительных методов приемочного УЗК и ВТК, согласно РД, к каждой контролируемой оси с документированием всего процесса контроля и его результатов.
Установка обеспечивает проведение 100% ультразвукового контроля, с последующим анализом результатов и принятием решения о браковке оси, а также выдачей полного протокола контроля в электронном виде. Вывод краткого протокола обеспечен на бумажном носителе. Все результаты УЗК в виде Б-Сканов по всем каналам для каждой проконтролированной оси сохраняются на жестком диске с возможностью архивации.
Структура металла оценивается путем сравнения амплитуды эхосигнала от противоположного торца оси при прозвучивании с каждой торцевой поверхности продольными волнами в осевом направлении с амплитудой эхосигнала в стандартном образце (метод Т1), а также зеркально-теневым методом с цилиндрической поверхности в радиальном направлении – путем оценки ослабления донного сигнала (метод Т2).
Контроль на отсутствие внутренних дефектов осуществляется эхо-импульсными методами:
- А1 – с каждой торцевой поверхности продольными волнами в осевом направлении;
- А2 – с цилиндрических поверхностей продольными волнами в радиальном направлении;
- А3 – с цилиндрических поверхностей поперечными волнами в осевом направлении.
Установка также обеспечивает 100% вихретоковый контроль цилиндрической поверхности оси, галтельных переходов, а также торцов оси с возможностью обнаружения дефектов класса Б согласно РД 32 144-2000.
|
|


Рис.2 Внешний вид системы автоматизированного комплексного контроля чистовых железнодорожных осей колесных пар вагонов «СНК Ось-3».
Контроль оси начинается по нажатию соответствующей кнопки в программном обеспечении установки, после чего балка с закрепленными на ней преобразователями опускается и последние устанавливаются на тело оси. Каждый датчик имеет свою зону контроля и занимает положение в начале этой зоны. Затем включается подача контактной жидкости (масло) и ось приводится во вращение. Преобразователи смещаются вдоль оси, обеспечивая равномерное сканирование детали. После того, как датчик оказывается в конце своего участка контроля, он отводится от оси. Когда последняя пара датчиков достигает конечное положение, все элементы установки отводятся в исходную позицию. Тем временем управляющий компьютер производит обработку данных, выдает краткий протокол результатов контроля и сохраняет полные результаты в базе данных. Робот-перегрузчик перемещает проконтролированную ось на позицию выгрузки и одновременно с этим загружает следующую на позицию контроля.

Рис. 3 Сканирование поверхности оси ультразвуковыми и вихретоковыми преобразователями.
Все сохраненные данные можно в любой момент просмотреть на компьютере. Здесь можно получить подробную информацию о каждом выявленном дефекте:
- пространственная ориентация дефекта;
- координаты дефекта;
- амплитуда эхо-сигнала от дефекта;
- протяженность дефекта;
- эквивалентная площадь обнаруженного дефекта;
- эквивалентный диаметр обнаруженного дефекта.
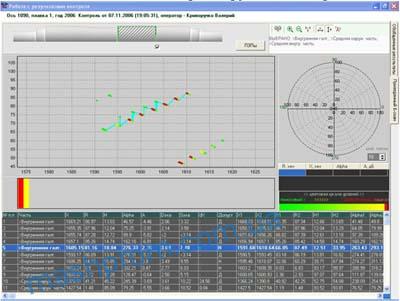
Рис. 4 Окно просмотра результатов УЗ контроля.

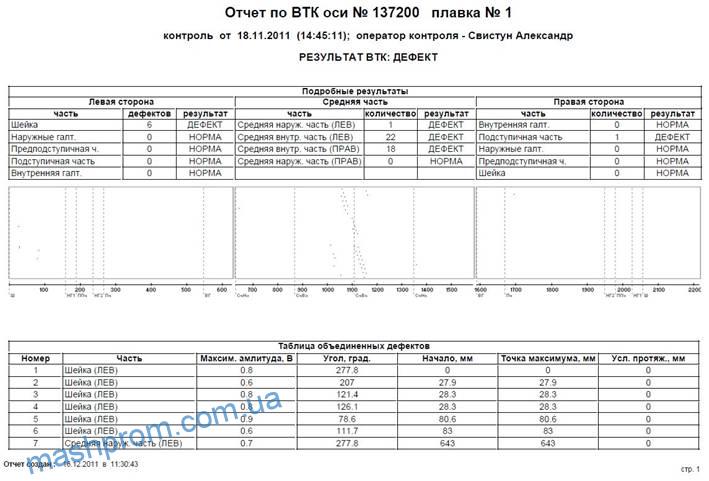
Рис. 5 Окно просмотра результатов ВТ контроля.
Основные преимущества системы:
- 100% комплексный неразрушающий контроль оси
- обнаружение внутренних (УЗК), поверхностных и подповерхностных дефектов (ВТК);
- процесс контроля полностью автоматизирован;
- производительность контроля до 10 осей в час;
- сохранение всех результатов контроля с возможностью выдачи протоколов;
- стабильность акустического контакта за счет специальной конструкции преобразователей и их крепления;
- световая и звуковая сигнализация при обнаружении дефектов.
На данный момент установка успешно эксплуатируется на таких предприятиях как: ОДО «Попаснянский вагоноремонтный завод» г.Попасное, ПАО «Стахановский вагоностроительный завод» г.Стаханов, ПАО «Крюковский вагоностроительный завод» г. Кременчуг.

Рис. 6 Эксплуатация системы автоматизированного комплексного контроля чистовых железнодорожных осей колесных пар вагонов «СНК Ось-3» на предприятии ОДО «Попаснянский вагоноремонтный завод» г. Попасное.


Рис. 7 Протокол ультразвукового контроля с выявленным дефектом.
|
|
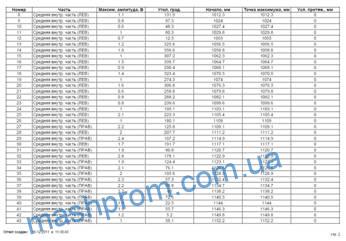
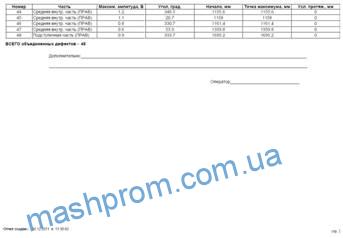
Рис. 8 Протокол вихретокового контроля с выявленным дефектом.